




















Leading Suppliers of ERSA Soldering Stations
Ernst Sachs, the founder of ERSA, invented and patented the electrically controlled soldering iron in 1921.
Since then ERSA have been a global leader in soldering iron technology.
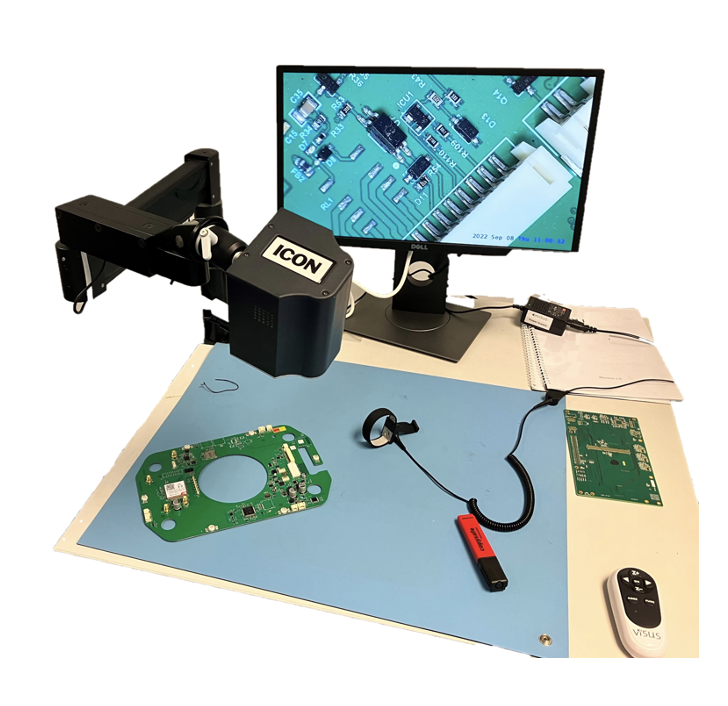
The ERSA icon soldering iron is a powerful 80w digitally controlled station. ERSA has succeeded in designing one of the smallest, lightest and most powerful soldering irons in the world. A range of soldering iron tools can be interfaced with the icon station.
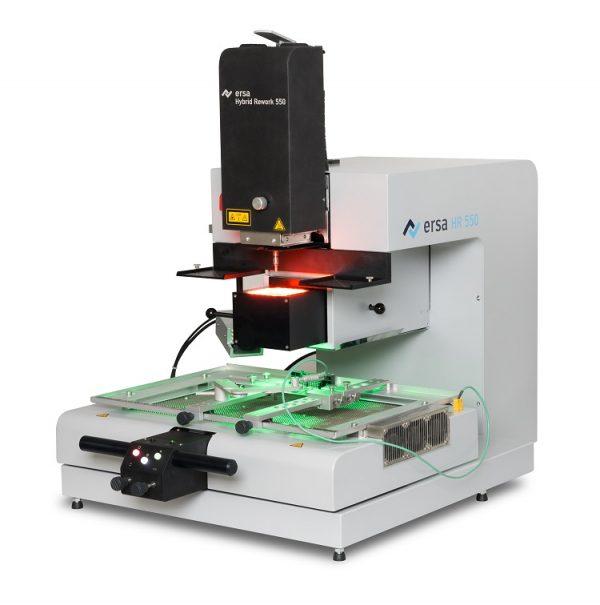
Meanwhile, the ERSA rework stations provide a place where you can carry out repair and restoration work on printed circuit boards.
To see our full product range, click here. If you want to find out more about the ESRA Soldering Station generally, get in touch.